







निर्दिष्टीकरण
| उत्पादनको नाम | ल्याप जोइन्ट/लुज फ्ल्यान्ज |
| आकार | १/२"-२४" |
| दबाब | १५०#-२५००#,PN०.६-PN४००,५K-४०K को कीवर्डहरू |
| मानक | ANSI B16.5, EN1092-1, JIS B2220 आदि। |
| स्टब अन्त्य | MSS SP ४३, ASME B१६.९ |
| सामाग्री | खिया नलाग्ने स्टील:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571,1.4541, 254Mo र आदि। |
| कार्बन स्टील:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 आदि। | |
| डुप्लेक्स स्टेनलेस स्टील:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462,1.4410,1.4501 र आदि। | |
| पाइपलाइन स्टील:A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 आदि। | |
| निकेल मिश्र धातु:inconel600, inconel625, inconel690, incoloy800, incoloy 825, incoloy 800H, C22, C-276, Monel400, Alloy20 आदि। | |
| Cr-Mo मिश्र धातु:A182F11, A182F5, A182F22, A182F91, A182F9, १६ महिना ३,१५Crmo, आदि। | |
| आवेदन | पेट्रोकेमिकल उद्योग; उड्डयन र एयरोस्पेस उद्योग; औषधि उद्योग; ग्यास निकास; पावर प्लान्ट; जहाज निर्माण; पानी उपचार, आदि। |
| फाइदाहरू | तयार स्टक, छिटो डेलिभरी समय; सबै आकारहरूमा उपलब्ध, अनुकूलित; उच्च गुणस्तर |
आयाम मापदण्डहरू
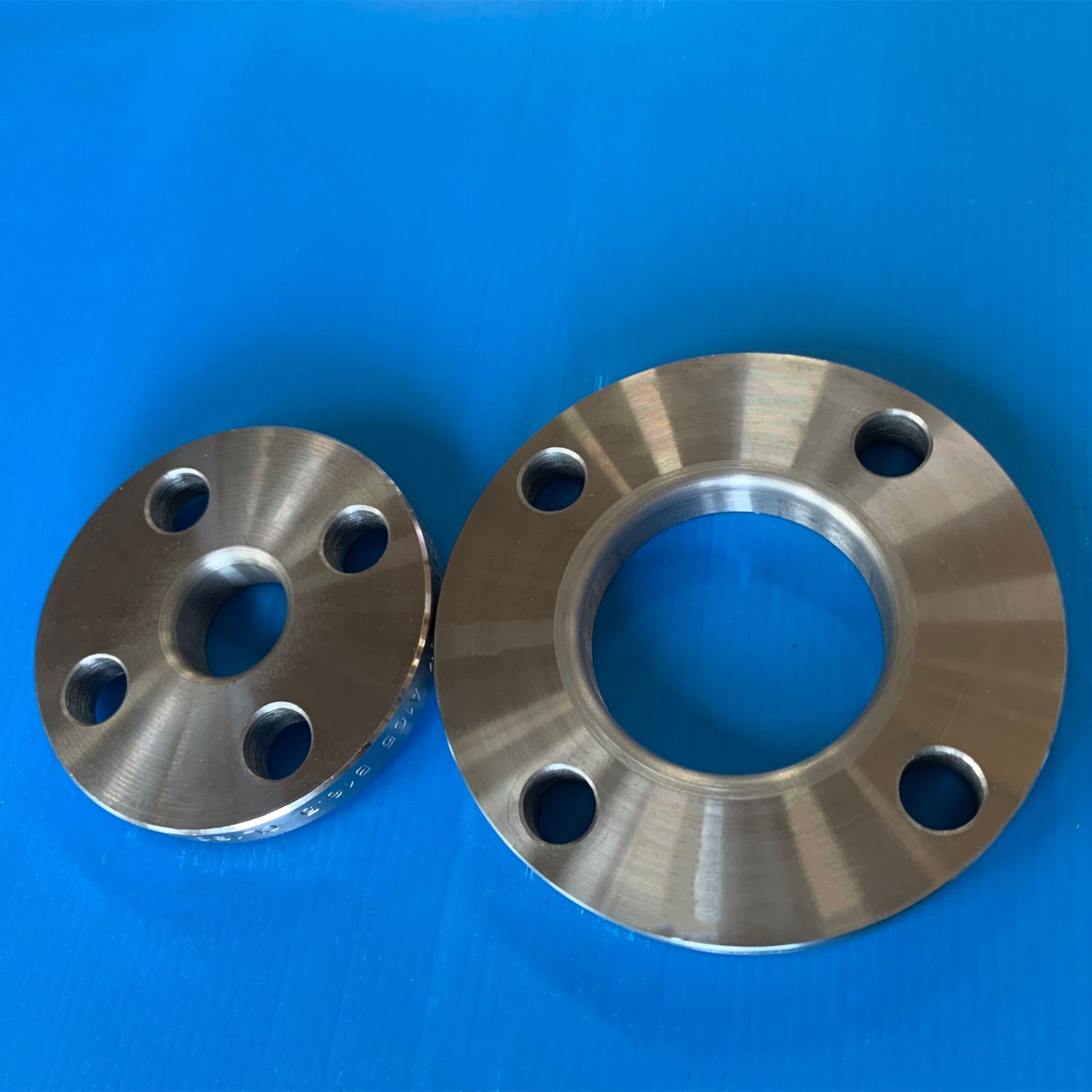
ल्याप जोइन्ट फ्ल्यान्ज
ल्याप-जोइन्ट फ्ल्यान्जलाई फ्ल्यान्ज गरिएको जडानको प्रत्येक छेउको लागि दुई पाइपिङ कम्पोनेन्टहरू चाहिन्छ, एउटा स्टब एन्ड र एउटा लूज ब्याकिङ फ्ल्यान्ज। लूज ब्याकिङ फ्ल्यान्ज स्टब एन्डको बाहिरी व्यासमाथि फिट हुन्छ, जुन पाइपमा बट-वेल्ड गरिएको हुन्छ। ब्याकिङ फ्ल्यान्ज पाइपमा वेल्ड गरिएको छैन, र यसलाई घुमाउन सकिन्छ, जुन विशेष गरी उपयोगी हुन्छ जब निर्माणको समयमा फ्ल्यान्जहरूलाई अभिमुखीकरण गर्न आवश्यक हुन्छ।
साथै, ब्याकिङ फ्ल्यान्ज प्रक्रिया तरल पदार्थको सम्पर्कमा नआउने भएकोले, यो कम संक्षारक-प्रतिरोधी सामग्रीबाट बनेको हुन सक्छ। उदाहरणका लागि, यदि प्रक्रिया संक्षारक छ र पाइप स्टेनलेस स्टीलको हुनु आवश्यक छ, जस्तै ASTM A312 TP316L मा, तब स्टब एन्ड पनि SS 316L बाट बनेको हुनुपर्छ; यद्यपि, ब्याकिङ फ्ल्यान्ज सस्तो ASTM A105 बाट बनाउन सकिन्छ।
जोड्ने यो विधि वेल्ड नेक फ्ल्यान्ज जत्तिकै बलियो छैन तर स्क्रू गरिएको, सकेट वेल्ड र स्लिप अन जडानहरू भन्दा उत्कृष्ट छ; यद्यपि, यो कार्यान्वयन गर्न महँगो छ, किनभने यसलाई पूर्ण-पेनिट्रेशन बट वेल्ड चाहिन्छ र दुई कम्पोनेन्टहरू चाहिन्छ।

स्टब अन्त्य
ब्याकिङ फ्ल्यान्जको रूपमा, ल्याप जोइन्ट फ्ल्यान्जसँग सधैं स्टब एन्ड प्रयोग गरिनेछ।
यो फ्ल्यान्ज जडानहरू कम-दबाव र गैर-महत्वपूर्ण अनुप्रयोगहरूमा लागू गरिन्छ, र फ्ल्याङ्ङ गर्ने सस्तो विधि हो।
उदाहरणका लागि, स्टेनलेस स्टील पाइप प्रणालीमा, कार्बन स्टील फ्ल्यान्ज प्रयोग गर्न सकिन्छ, किनभने तिनीहरू पाइपमा रहेको उत्पादनसँग सम्पर्कमा आउँदैनन्।
स्टब एन्डहरू लगभग सबै पाइप व्यासमा उपलब्ध छन्। आयामहरू र आयामी सहिष्णुताहरू ASME B.16.9 मानकमा परिभाषित गरिएका छन्। हल्का तौलको जंग प्रतिरोधी स्टब एन्डहरू (फिटिंगहरू) MSS SP43 मा परिभाषित गरिएका छन्।

ल्याप जोइन्ट फ्ल्यान्जको फाइदा
- पाइप वरिपरि घुम्ने स्वतन्त्रताले विपरीत फ्ल्यान्ज बोल्ट प्वालहरूलाई लाइनिङ गर्न सहज बनाउँछ।
- पाइपमा रहेको तरल पदार्थसँग सम्पर्कको कमीले प्रायः जंग प्रतिरोधी पाइप भएका सस्तो कार्बन स्टील फ्ल्याङ्गहरूको प्रयोगलाई अनुमति दिन्छ।
- चाँडै क्षय हुने वा कुहिने प्रणालीहरूमा, फ्ल्याङ्गहरू पुन: प्रयोगको लागि बचाउन सकिन्छ।

उत्पादन विवरण देखाउनुहोस्
१. अनुहार
समतल अनुहार, त्रिज्या सबैभन्दा महत्त्वपूर्ण छ
२. हब भएको वा हब बिनाको
३. अनुहारको फिनिश
फ्ल्यान्जको अनुहारको फिनिशलाई अंकगणितीय औसत खस्रोपन उचाइ (AARH) को रूपमा मापन गरिन्छ। फिनिश प्रयोग गरिएको मानकद्वारा निर्धारण गरिन्छ। उदाहरणका लागि, ANSI B16.5 ले १२५AARH-५००AARH (३.२Ra देखि १२.५Ra) दायरा भित्र अनुहार फिनिश निर्दिष्ट गर्दछ। अन्य फिनिशहरू आवश्यकतामा उपलब्ध छन्, उदाहरणका लागि १.६ Ra अधिकतम, १.६/३.२ Ra, ३.२/६.३Ra वा ६.३/१२.५Ra। दायरा ३.२/६.३Ra सबैभन्दा सामान्य छ।
मार्किङ र प्याकिङ
• प्रत्येक तहले सतहलाई सुरक्षित राख्न प्लास्टिक फिल्म प्रयोग गर्दछ।
• सबै स्टेनलेस स्टीलका सामानहरू प्लाइवुड केसद्वारा प्याक गरिन्छन्। ठूलो आकारको कार्बन फ्ल्यान्जका सामानहरू प्लाइवुड प्यालेटद्वारा प्याक गरिन्छन्। वा प्याकिङलाई अनुकूलित गर्न सकिन्छ।
• ढुवानी चिन्ह अनुरोधमा बनाउन सकिन्छ
• उत्पादनहरूमा चिन्हहरू कुँदिएका वा छापिएका हुन सक्छन्। OEM स्वीकार गरिन्छ।
निरीक्षण
• UT परीक्षा
• PT परीक्षण
• MT परीक्षण
• आयाम परीक्षण
डेलिभरी अघि, हाम्रो QC टोलीले NDT परीक्षण र आयाम निरीक्षणको व्यवस्था गर्नेछ। TPI (तेस्रो पक्ष निरीक्षण) पनि स्वीकार गर्नेछ।
उत्पादन प्रक्रिया
| १. वास्तविक कच्चा पदार्थ छान्नुहोस् | २. कच्चा पदार्थ काट्नुहोस् | ३. पूर्व-तताउने |
| ४. फोर्जिङ | ५. गर्मी उपचार | ६. रफ मेसिनिङ |
| ७. ड्रिलिंग | ८. राम्रो मेसिनिङ | ९. चिन्ह लगाउने |
| निरीक्षण | ११. प्याकिङ | १२. डेलिभरी |
पाइप फिटिंगहरू पाइपिङ प्रणालीमा महत्त्वपूर्ण घटकहरू हुन्, जुन जडान, पुनर्निर्देशन, डाइभर्सन, आकार परिवर्तन, सिल गर्ने वा तरल पदार्थको प्रवाह नियन्त्रण गर्न प्रयोग गरिन्छ। तिनीहरू निर्माण, उद्योग, ऊर्जा र नगरपालिका सेवाहरू जस्ता क्षेत्रहरूमा व्यापक रूपमा लागू हुन्छन्।
प्रमुख कार्यहरू:यसले पाइपहरू जडान गर्ने, प्रवाहको दिशा परिवर्तन गर्ने, प्रवाहहरूलाई विभाजन गर्ने र मर्ज गर्ने, पाइपको व्यास समायोजन गर्ने, पाइपहरू सील गर्ने, नियन्त्रण गर्ने र नियमन गर्ने जस्ता कार्यहरू गर्न सक्छ।
आवेदन क्षेत्र:
- भवनको पानी आपूर्ति र ढल निकास:पानी पाइप नेटवर्कहरूको लागि PVC एल्बो र PPR ट्रिस प्रयोग गरिन्छ।
- औद्योगिक पाइपलाइनहरू:रासायनिक माध्यम ढुवानी गर्न स्टेनलेस स्टील फ्ल्याङ्गहरू र मिश्र धातु स्टील कुहिनोहरू प्रयोग गरिन्छ।
- ऊर्जा ढुवानी:तेल र ग्यास पाइपलाइनहरूमा उच्च-दबाव स्टील पाइप फिटिंगहरू प्रयोग गरिन्छ।
- HVAC (ताप, भेन्टिलेसन, र वातानुकूलित):रेफ्रिजरेन्ट पाइपलाइनहरू जडान गर्न तामाको पाइप फिटिंगहरू प्रयोग गरिन्छ, र कम्पन घटाउन लचिलो जोर्नीहरू प्रयोग गरिन्छ।
- कृषि सिँचाइ:द्रुत कनेक्टरहरूले स्प्रिंकलर सिंचाई प्रणालीहरूको संयोजन र विच्छेदनलाई सहज बनाउँछन्।
-

प्याडल खाली स्पेसर A515 gr 60 फिगर 8 स्पेक्ट्याक...
-

A105 १५०lb Dn१५० कार्बन स्टील वेल्डिङ स्लिप अन f...
-

सकेट वेल्ड फ्ल्यान्ज A105 कार्बन स्टील SW RTJ 3/4...
-

स्टेनलेस स्टील जाली ल्याप जोइन्ट लूज फ्ल्यान्ज ग...
-

कार्बन स्टील a105 फोर्ज ब्लाइन्ड BL फ्ल्यान्ज
-

पाइप फिटिंग A105 कक्षा १५० एसएस कार्बन स्टील प्ल...




